3D baskı dünyasında, tasarımınız ne kadar mükemmel olursa olsun, değişmez bir fizik kanunu ile karşı karşıyasınız: Yer Çekimi.
FDM teknolojisi, erimiş plastiği üst üste yığarak çalışır. Eğer modelinizde havada asılı duran bir kol, çene veya 90 derecelik bir çıkıntı varsa, yazıcı o katmana geldiğinde plastiği boşluğa bırakır ve sonuç “spagetti” olur. Bu fiziksel limiti aşmak için Slicer (Dilimleyici) yazılımları, modelin altına geçici iskeleler, yani Destek Yapıları (Supports) örer.
Çoğu kullanıcı için destekler; sökmesi işkence olan, yüzeyde korkunç izler bırakan ve malzeme israfından ibaret bir “baş belası"dır. Ancak size atölye tecrübemle şunu söyleyebilirim: Kötü destek yoktur, yanlış ayarlanmış Slicer vardır.
Bu kapsamlı rehberde, “Auto Support” butonuna basıp geçme devrini kapatıyoruz. Desteklerin matematiğine inecek, Z-mesafesinden Arayüz yoğunluğuna kadar her parametreyi inceleyecek ve o destekleri modelden “çıt” diye ayırmanın teknik yollarını öğreneceğiz.
1. Fizik Kuralları: Destek Ne Zaman Gerekli?
Her çıkıntı destek istemez. Yazıcınızın nozzle’ından çıkan plastik hemen donmaz, ancak güçlü parça soğutma fanları (Part Cooling Fan) sayesinde plastik havada kısa bir süre asılı kalabilir.
A. 45 Derece Kuralı (Overhangs)
Yazıcılar, “Y” harfi gibi, dikeyden 45 dereceye kadar olan eğimleri desteksiz basabilir. Çünkü her yeni katman, alttaki katmanın en az %50’sine tutunur.
- Ayar: Slicer’ınızda “Support Threshold Angle” değerini genelde 45° veya 50° olarak ayarlamak güvenlidir. Eğer çok iyi bir soğutmanız varsa (Aux Fan vb.) bunu 60°‘ye kadar çıkarabilirsiniz.
B. Köprüleme (Bridging)
İki sütun arasındaki düz tavanları (örneğin “H” harfinin ortası) yazıcılar desteksiz geçebilir. Buna “Bridging” denir. Nozzle, plastiği iki nokta arasında gerer.
- Limit: Genellikle 50mm - 100mm arası mesafeler, iyi ayarlanmış bir “Bridge Flow Ratio” ile desteksiz basılabilir. Boşuna destek atıp yüzeyi bozmayın.
2. Stratejik Seçim: Hangi Destek Türü?
2025 standartlarında, dilimleyicilerde (OrcaSlicer, Cura, Bambu Studio) kullanacağınız iki ana algoritma vardır. Rastgele seçmeyin, modele göre karar verin.
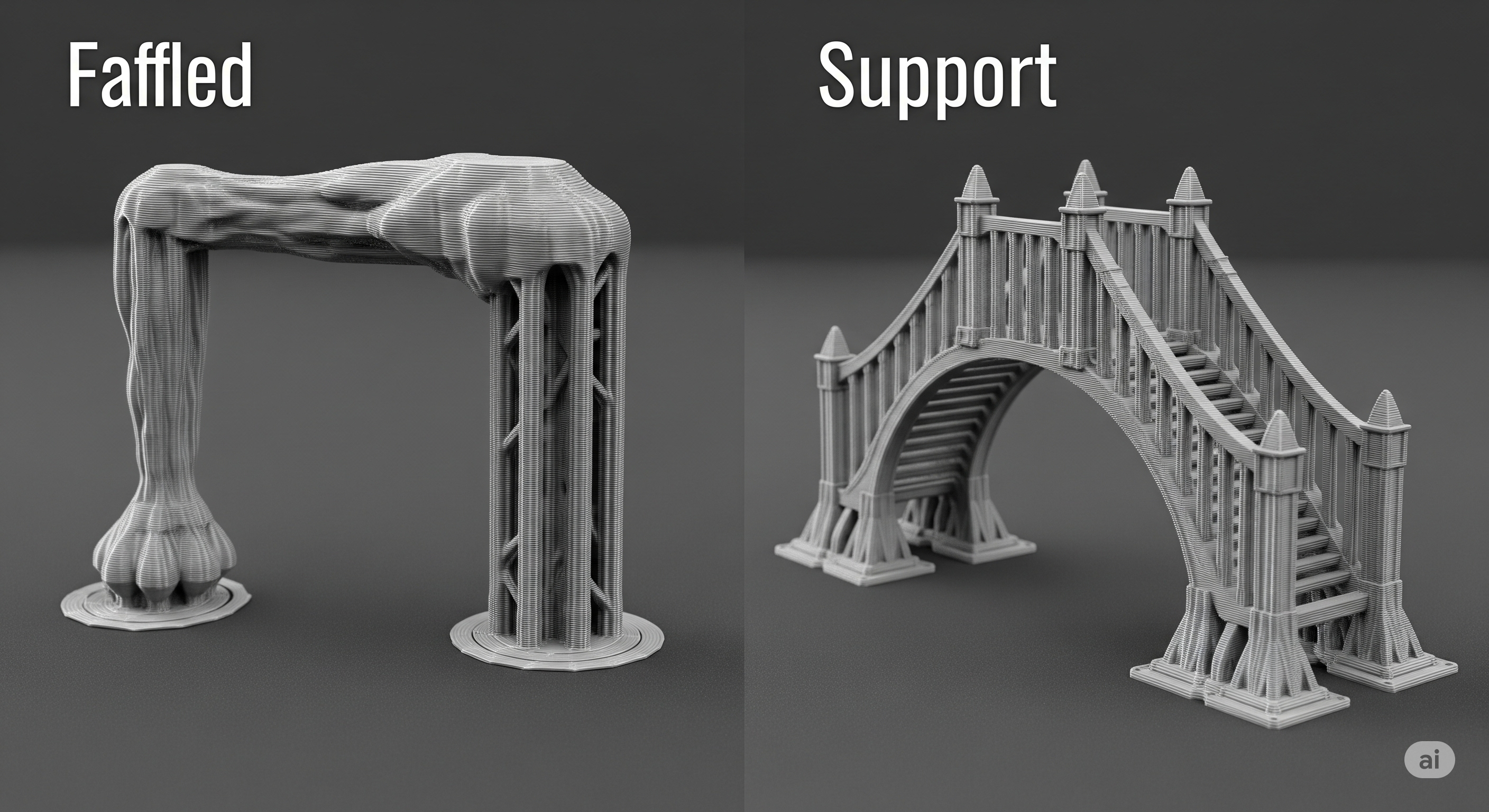
A. Ağaç (Tree / Organic) Destekler
Tıpkı bir ağacın kökleri veya dalları gibi, tabladan kıvrılarak yükselir ve modele sadece gerekli noktalarda “dokunur”.
- Avantajları:
- Az Temas: Modele çok az noktadan değer, bu yüzden iz bırakma riski düşüktür.
- Malzeme Tasarrufu: İçi boştur, %40-%60 daha az filament harcar.
- Hız: Daha az hareket gerektirdiği için baskı süresini kısaltır.
- İdeal Kullanım: Figürler, büstler, kasklar, organik ve kıvrımlı yüzeyler.
B. Normal (Grid / Snug) Destekler
Tabladan modele kadar dümdüz, dikey sütunlar veya duvarlar halinde çıkar.
- Avantajları:
- Stabilite: Dikey yük taşıma kapasitesi çok yüksektir. Yıkılması zordur.
- Düz Yüzeyler: Geniş ve düz tavanları (örneğin bir kutunun iç tavanını) sarkmadan tutmak için en iyisidir.
- İdeal Kullanım: Mühendislik parçaları, büyük kutular, düzlemsel teknik çizimler.
3. Ustalık Sınıfı: Kritik Slicer Parametreleri
Desteklerin modele yapışıp kalması (kaynaması) veya modeli tutamayıp düşmesi, şans değil tamamen matematiktir. İşte o “sihirli” ayarların arkasındaki mantık:
A. Top Z Distance (Dikey Mesafe) - En Kritik Ayar
Desteğin en üst noktası ile modelin en alt katmanı arasında bırakılan hava boşluğudur.
- Mantık: Nozzle, desteğin üzerine plastiği dökerken bu boşluk sayesinde plastik hafifçe soğur ve desteğin üzerine “yapışmak” yerine “serilir”.
- Formül: Bu değer, Katman Yüksekliğinizin (Layer Height) tam katı olmalıdır.
- Standart Ayar: Eğer 0.2mm katman ile basıyorsanız, Z-Distance 0.2mm olmalıdır.
- Kolay Söküm İçin: Eğer destekler çok yapışıyorsa, bu değeri 0.24mm gibi (biraz daha fazla) yapabilirsiniz.
- Pürüzsüz Yüzey İçin: Eğer modelin altı sarkıyorsa (spagetti oluyorsa), değeri 0.16mm‘ye düşürün (Sökmesi zorlaşır ama yüzey cam gibi olur).
B. Support X/Y Distance (Yatay Mesafe)
Desteğin modelin yan duvarlarına ne kadar yaklaşacağıdır.
- Risk: Bu değer çok düşükse (0.3mm gibi), sıcak plastik genleşir ve destekler modelin yan duvarlarına kaynar. Temizlerken modelin duvarını koparırsınız.
- Önerilen Değer: 0.5mm ile 0.8mm arasıdır. Ağaç desteklerde 0.5mm güvenlidir.
C. Support Interface (Arayüz Katmanı)
Yazıcı, desteğin gövdesini hızlı ve seyrek basar (örneğin %15 dolgu). Ancak modelle temas edeceği son 3-4 katmanı farklı basmalıdır. Buna Interface denir.
- Top Interface Layers: En az 3 katman (Layers) olarak ayarlayın. Bu, modelin altına sağlam bir “çatı” kurar.
- Interface Pattern: “Rectilinear” (Izgara) veya “Concentric” (İç içe halkalar) seçin.
- Interface Density: Burası önemli. Eğer bu değeri %100 (veya 0mm boşluk) yaparsanız, modeliniz pürüzsüz bir plastik levhanın üzerine basılır. Alt yüzey kalitesi FDM ile alabileceğiniz en iyi seviyeye çıkar.
- Not: %100 yoğunlukta söküm bir tık zorlaşabilir ama yüzey kalitesi için buna değer.
D. Brim for Supports (Destekler İçin Kenarlık)
Ağaç desteklerin tabanları bazen çok küçük olur ve baskı sırasında devrilebilir.
- Çözüm: Slicer’da “Enable Support Brim” ayarını açın. Sadece desteklerin altına geniş bir etek örerek devrilmelerini engeller.
4. Manuel Müdahale: Kontrolü Eline Almak
Otomatik destekler (Auto-Generate) bazen aptalca davranabilir. Modelin içindeki küçücük bir vida deliğine destek atar (sökemezsiniz) veya çene altı gibi kritik bir yeri atlar. Kontrolü elinize alın.
Paint-on Supports (Destek Boyama)
Modern Slicer’larda (Orca, Bambu, Prusa) fırça aracı vardır.
- Mavi/Yeşil Fırça: “Buraya kesinlikle destek at” demektir. Sadece dirsek altına, burun ucuna nokta atışı destek koyun.
- Kırmızı Fırça (Blocker): “Buraya sakın destek atma” demektir. Vida deliklerini, logoları, yüzey detaylarını kırmızıyla boyayın.
5. Cerrahi İşlem: Destek Temizleme Teknikleri
Baskı bittiğinde acele etmek, modelin ince detaylarını (parmaklar, kılıçlar) kırmanıza neden olabilir. Sabır ve teknik gerekir.
- Isı Taktiği (Sıcak Su): PLA oda sıcaklığında sert ve kırılgandır. Eğer destekler çok inatçıysa, modeli ılık (50-60°C) suyun içine koyun ve 1 dakika bekleyin. Plastik hafifçe yumuşayacak ve destekler tereyağı gibi ayrılacaktır. Bu, ince figürlerde hayat kurtarır.
- Doğru Alet: Destekleri elinizle çekip koparmayın. Kaliteli bir yan keski ile önce dış blokları kesin.
- Bağlantı Noktaları: İnce detaylara yapışık destekleri gövdeden çekmeyin. Desteğin kendisini parçalayarak (yan keski ile çıt-çıt keserek) modele yaklaşın.
- Son Rötuş: Destek sökülen yerlerde beyaz gerilme izleri (stress marks) kalırsa, çakmakla (yakmadan, uzaktan!) 1 saniye ısıtıp geçin. Isı, beyazlığı alır ve rengi geri getirir.
Sonuç: Korkmayın, Optimize Edin
Destek yapıları, 3D baskının “zorunlu kötüsü” değil, karmaşık geometrileri mümkün kılan birer mühendislik aracıdır.
Eğer Ağaç (Tree) desteği seçer, Z-Distance‘ı katman yüksekliğinize eşitler (0.2mm) ve Interface katmanını %100 yoğunlukta basarsanız; desteklerin bir sorun olmaktan çıkıp, işinizi kolaylaştıran bir yardımcıya dönüştüğünü göreceksiniz.
Şu ana kadar hep yazıcının baskı alanına (örneğin 22x22x25 cm) sığan modelleri konuştuk. Peki ya vizyonunuz bu kutudan daha büyükse? Tam boy bir kask, 1 metrelik bir kılıç veya devasa bir heykel basmak istiyorsanız ne yapacaksınız?
Yolculuğun Bir Sonraki Durağı
Yazıcınız küçük olabilir ama hayalleriniz büyük olmak zorunda. Büyük modelleri Slicer’da nasıl parçalara bölersiniz? Ve bu parçaları, birleşim yeri belli olmayacak kadar sağlam ve estetik bir şekilde, pimler (dowels) kullanarak nasıl birleştirirsiniz?
Sırada: Parça Birleştirme Teknikleri
Model kesme (Cut), hizalama pimleri (Dowel) oluşturma ve kimyasal kaynak (yapıştırma) ile devasa projeler üretme rehberi.
Birleştirme Rehberine Git →


Yorumlar